
淺談電機轉(zhuǎn)軸精車的控制
- 發(fā)布時間:??2021-09-08
- 分類:行業(yè)資訊
- 作者:
- 來源:未知
- 訪問量:10781
我們談到了軸的粗加工。粗加工是軸精加工的基礎(chǔ)。需要精加工的零件要留有足夠的加工余量,以保證正常的精加工。
精車要求高,要由熟練工人在更精密的車床上進行。如果粗車后后輪軸中心孔磨損,必須重新校正中心孔以獲得精確的加工定位基準(zhǔn),然后才能進行精車。
精車時一定要注意保證兩個軸承齒輪之間的尺寸,也叫肩,因為它的精度要求比較嚴(yán)格,其他軸齒輪大多以此為基準(zhǔn)。

軸完成車削后,應(yīng)研磨軸承位置、軸延伸位置和其他零件。同樣,在精車過程中,要磨削的零件應(yīng)留有適當(dāng)?shù)募庸び嗔俊Dハ鲬?yīng)確保加工表面滿足足夠的粗糙度要求,同時確保尺寸符合性。
對于特別大的電機軸,受限于設(shè)備的尺寸和能力控制要求,理論上應(yīng)該磨削的零件應(yīng)該通過精車來完成,但這必須有高的設(shè)備精度和人員操作技能來保證。
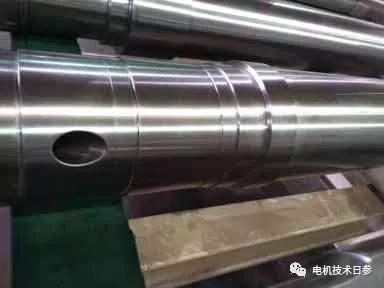
電機軸的精車
精車要求高,要由熟練工人在更精密的車床上進行。如果粗車后后輪軸中心孔磨損,必須重新校正中心孔以獲得精確的加工定位基準(zhǔn),然后才能進行精車。

死點安裝工件穩(wěn)定,但磨損。活動中心剛性差,但可以避免工件與中心之間的磨損。因此,移動中心廣泛應(yīng)用于高轉(zhuǎn)速切削。
精車和粗車的裝夾方法大致相同。精車時,除了待磨臺階的磨削余量(0.3~0.5 mm)外,其他軸齒輪的直徑和長度均被車至圖紙規(guī)定的尺寸。端面倒角和砂輪超程槽也同時轉(zhuǎn)出。
對于小型電機,為了防止壓裝時軸的彎曲變形,在粗滾花后壓裝鐵芯,然后精車軸承位置、軸伸出位置和鐵芯外圓。或精車電樞齒輪、換向器齒輪、軸齒輪、風(fēng)扇齒輪等。軸承齒輪按圖紙尺寸放大0.3~0.5 mm,壓裝轉(zhuǎn)子,然后精車軸承齒輪、電樞外圓、換向器外圓等零件,保證轉(zhuǎn)子各部分同軸度。
精車時一定要注意保證兩個軸承齒輪之間的尺寸,也就是軸肩,因為它的精度要求比較嚴(yán)格,其他軸齒輪大多是以此為基準(zhǔn)的。

提高車削生產(chǎn)率的方向是提高毛坯的制造精度以減少加工余量;提高車削量,減少切削次數(shù),從而縮短切削時間和輔助時間。采用的先進技術(shù)包括高速切削、強力切削、多刀多刃加工、仿形車削等。
為了提高車削加工精度,應(yīng)根據(jù)具體的加工條件,分析影響加工精度的因素,并采取相應(yīng)的措施。工件和工具的夾緊應(yīng)準(zhǔn)確可靠:工藝系統(tǒng)剛度較好;刀具的刃口應(yīng)仔細研磨;當(dāng)切削深度和進給量較小時,切削力也較小,因此工藝系統(tǒng)的彈性變形也較小,可以提高加工表面的質(zhì)量。

軸精車時,常采用較小的切削深度和走刀量,這樣可得到較高的加工精度和表面粗糙度。
軸的磨削
電機軸兩端的軸承零件和軸延伸齒輪需要更高的表面粗糙度。精車可以滿足要求,但生產(chǎn)率低,成本高。用半精車再磨外圓的加工方法比較經(jīng)濟。磨削時,工件被推到兩個死點之間,由雞心卡盤和刻度盤驅(qū)動工件旋轉(zhuǎn)。使用死點的目的是減小中心與軸的間隙,消除振動,從而達到要求的加工精度。

磨削外圓時,通常采用縱向進給(縱向磨削法),砂輪是主要的切削運動,工件隨工作臺直線旋轉(zhuǎn)往復(fù)運動(縱向進給)。磨削余量在多個縱向進給下磨削。每次往復(fù)行程結(jié)束時,砂輪橫向(徑向)切割。縱向磨削法的特點是精度高。對于小型電機軸,由于加工零件不長,有時采用橫向進給(橫向磨削法)。砂輪只橫向進給。砂輪的寬度應(yīng)略大于被磨削部分的長度(一般大于5~10 mm)。粗磨時,橫向進給為每轉(zhuǎn)0.025 ~ 0.02mm/工件;精磨時,橫向進給為每轉(zhuǎn)0.001~0.012毫米/工件。橫向磨削法的特點是工作效率高,但外圓的圓柱度偏差大,砂輪的形狀必須用普通的金剛石刀修整。
以上非官方內(nèi)容僅代表個人觀點。
熱門資訊:

請關(guān)注我們
江西電機
地址:上海市松江區(qū)莘磚公路399弄
座機: +86-021-6992-5088
傳真: +86-021-6992-5099
郵箱: 18717976220@163.com
Copyright ? 2020 江西電機?版權(quán)所有 網(wǎng)站圖片內(nèi)容來源于網(wǎng)絡(luò),如有侵權(quán)請聯(lián)系刪除。
滬ICP備16040912號-18